
You may need to conduct a Gage R&R periodically for many reasons such as during the PPAP process. Whatever that reason may be, 1factory is able to carry out this task effectively and efficiently for you.
SETTING UP THE STUDY:
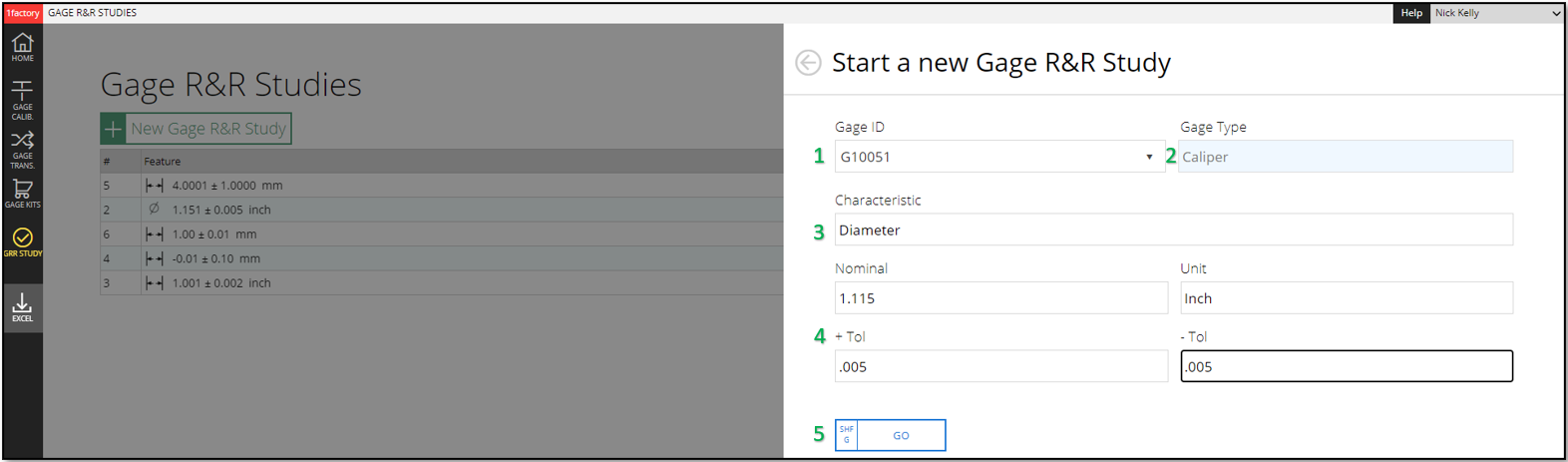
Within the Gage R&R studies tile create a new study by clicking on the ![]()
Once the Gage R&R study slide out opens define the following items....
- Gage ID: Pick from the drop down the ID of the gage being used during the study.
- Note: The Gage ID comes from Gage Calibration Tile
- Gage Type: 1factory will automatically pull in the Gage Type if this has been defined within the Gage Calibration Tile.
- Characteristic: Define a product characteristic to be measured during the study.
- Specification: Define the product specification to be measure during the study.
- GO: :Lastly, to start the study click

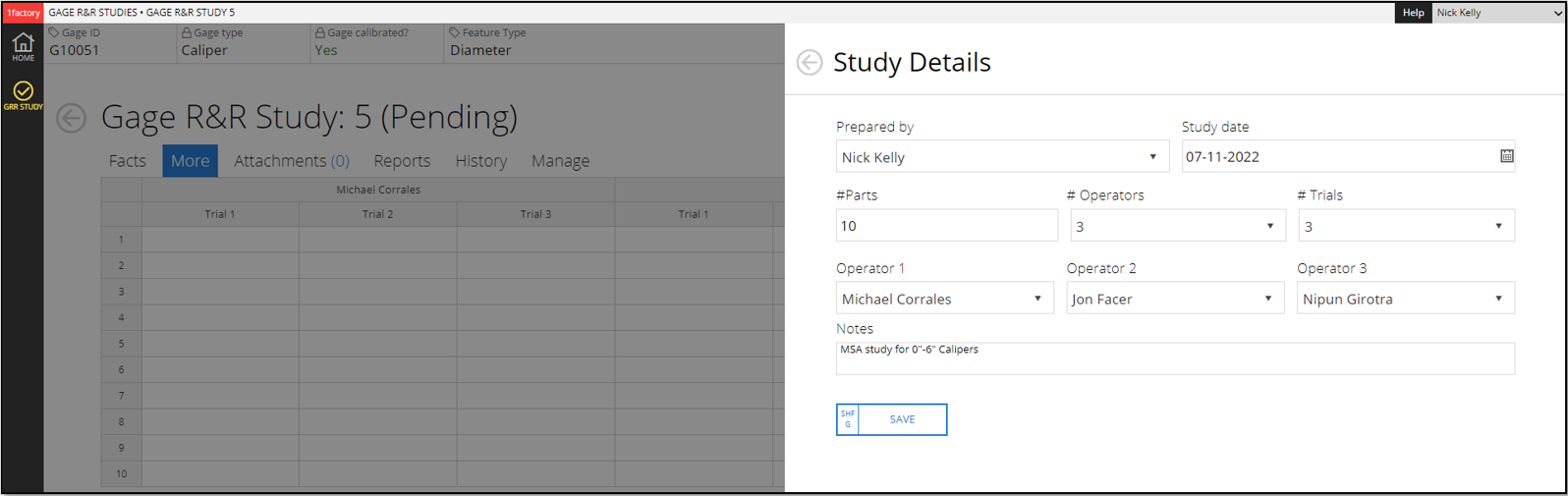
Next, define the Study Details within the MORE tab of the Gage R&R study.
CONDUCTING THE STUDY:
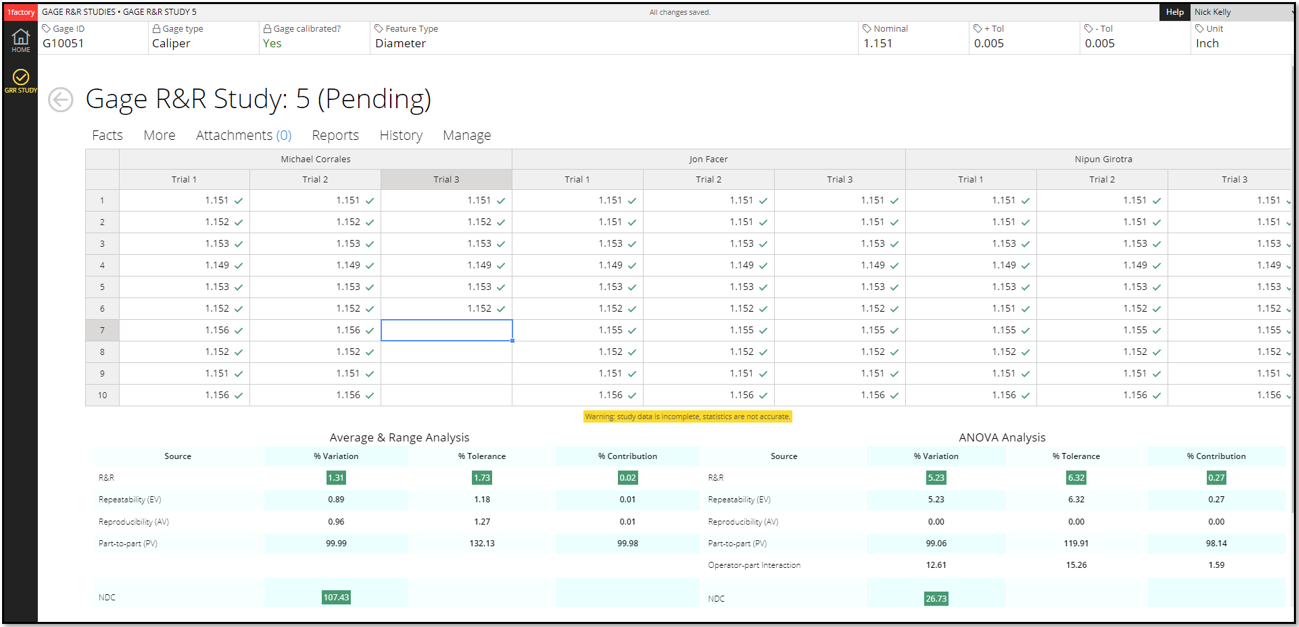
To begin conducting the Gage R&R study, the Operators defined in the Study Details will enter their measurement results within their corresponding columns of the Gage R&R study.
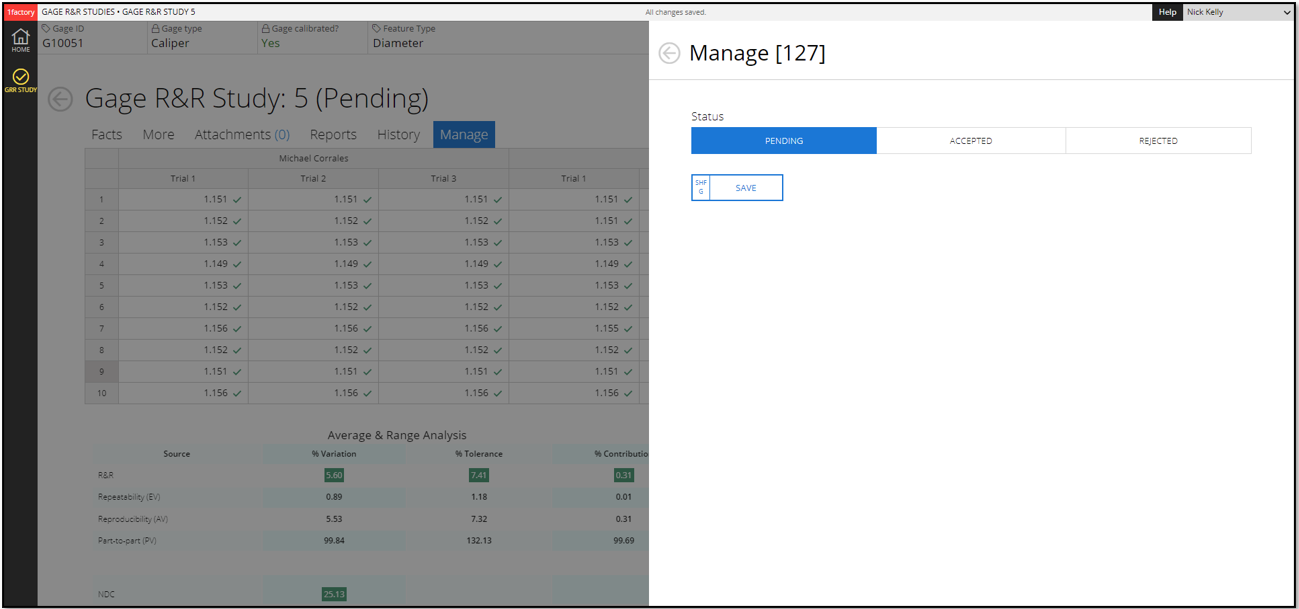
Once all the Operators have completed and recorded their measurements in the Gage R&R study, approve or reject the Gage R&R study in the Manage tab.
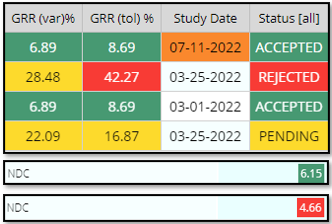
Evaluating the Gage R&R:
- <10%: If the % Gage R&R is under 10%, the measurement system is generally considered to be an adequate measurement system.
- 10%-30%: If the % Gage R&R is between 10 % to 30%, the measurement system may be acceptable for some applications.
- >30%: If the % Gage R&R is over 30%, the measurement system is considered to be unacceptable.
Evaluating the Number of Distinct Categories (NDC):
- <5: Rejected measurement equipment.
- ≥5: Acceptable measurement equipment.
Note: 1factory has adopted the rules of Measurements Systems Analysis 4th edition when grading the R&R and NDC's.